


-
 Standart: RoHSSayı: WTH21H06062757C-1Yayımlanma tarihi: 2020-10-22Bitiş tarihi: 2025-10-22
Standart: RoHSSayı: WTH21H06062757C-1Yayımlanma tarihi: 2020-10-22Bitiş tarihi: 2025-10-22 -
 Standart: REACHSayı: TSNEC2001866403 A01Yayımlanma tarihi: 2020-10-22Bitiş tarihi: 2025-10-22
Standart: REACHSayı: TSNEC2001866403 A01Yayımlanma tarihi: 2020-10-22Bitiş tarihi: 2025-10-22 -
 Standart: TUVSayı: R50245892Yayımlanma tarihi: 2013-05-02Bitiş tarihi: 2035-05-01
Standart: TUVSayı: R50245892Yayımlanma tarihi: 2013-05-02Bitiş tarihi: 2035-05-01 -
 Standart: CQCSayı: CQC10001052282Yayımlanma tarihi: 2013-12-31Bitiş tarihi: 2035-06-29
Standart: CQCSayı: CQC10001052282Yayımlanma tarihi: 2013-12-31Bitiş tarihi: 2035-06-29 -
 Standart: CQCSayı: CQC07001019009Yayımlanma tarihi: 2013-12-31Bitiş tarihi: 2035-06-29
Standart: CQCSayı: CQC07001019009Yayımlanma tarihi: 2013-12-31Bitiş tarihi: 2035-06-29 -
 Standart: ULSayı: E241319Yayımlanma tarihi: 2019-05-03Bitiş tarihi: 2035-08-02
Standart: ULSayı: E241319Yayımlanma tarihi: 2019-05-03Bitiş tarihi: 2035-08-02 -
 Standart: CQCSayı: CQC04001010556Yayımlanma tarihi: 2013-12-31Bitiş tarihi: 2035-09-26
Standart: CQCSayı: CQC04001010556Yayımlanma tarihi: 2013-12-31Bitiş tarihi: 2035-09-26 -
 Standart: CQCSayı: CQC09001033986Yayımlanma tarihi: 2013-12-31Bitiş tarihi: 2035-09-26
Standart: CQCSayı: CQC09001033986Yayımlanma tarihi: 2013-12-31Bitiş tarihi: 2035-09-26 -
 Standart: CQCSayı: CQC19001222003Yayımlanma tarihi: 2013-12-31Bitiş tarihi: 2035-09-26
Standart: CQCSayı: CQC19001222003Yayımlanma tarihi: 2013-12-31Bitiş tarihi: 2035-09-26 -
 Standart: CQCSayı: CQC10001053047Yayımlanma tarihi: 2013-12-31Bitiş tarihi: 2035-09-26
Standart: CQCSayı: CQC10001053047Yayımlanma tarihi: 2013-12-31Bitiş tarihi: 2035-09-26 -
 Standart: CQCSayı: CQC13001089724Yayımlanma tarihi: 2013-12-31Bitiş tarihi: 2035-09-26
Standart: CQCSayı: CQC13001089724Yayımlanma tarihi: 2013-12-31Bitiş tarihi: 2035-09-26 -
 Standart: KC KTLSayı: SU05052-19004Yayımlanma tarihi: 2019-01-15Bitiş tarihi: 2036-01-14
Standart: KC KTLSayı: SU05052-19004Yayımlanma tarihi: 2019-01-15Bitiş tarihi: 2036-01-14 -
 Standart: VDESayı: 40050560Yayımlanma tarihi: 2019-08-15Bitiş tarihi: 2036-08-14
Standart: VDESayı: 40050560Yayımlanma tarihi: 2019-08-15Bitiş tarihi: 2036-08-14 -
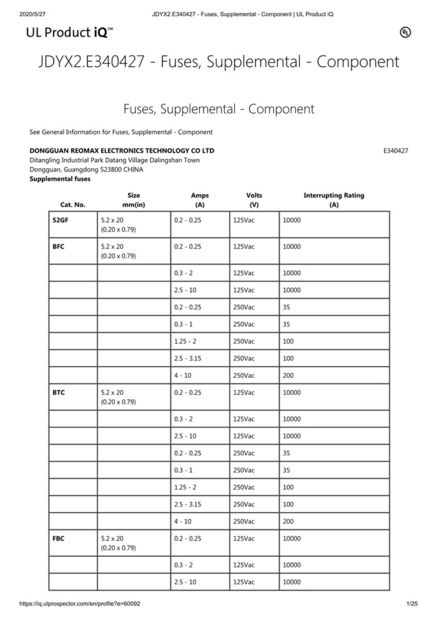 Standart: ULSayı: E340427Yayımlanma tarihi: 2020-05-26Bitiş tarihi: 2038-05-25
Standart: ULSayı: E340427Yayımlanma tarihi: 2020-05-26Bitiş tarihi: 2038-05-25 -
 Standart: ROHS 2.0Sayı: WTH20H07043231C-2Yayımlanma tarihi: 2020-07-09Bitiş tarihi: 2025-07-08
Standart: ROHS 2.0Sayı: WTH20H07043231C-2Yayımlanma tarihi: 2020-07-09Bitiş tarihi: 2025-07-08 -
 Standart: REACH 210Sayı: WTH20H07043231C-6Yayımlanma tarihi: 2020-07-14Bitiş tarihi: 2025-07-13
Standart: REACH 210Sayı: WTH20H07043231C-6Yayımlanma tarihi: 2020-07-14Bitiş tarihi: 2025-07-13
NTC termistör üretim başlangıç malzemeleri, manganez, demir, kobalt, nikel, bakır ve çinko gibi metallerin farklı oksitleridir ve bunlara kimyasal olarak stabilize edici oksitler eklenebilir ve daha iyi tekrarlanabilirlik ve stabilite elde edilir. NTC termistör özellikler.
![]()
Oksitler toz halinde bir kütleye öğütülür, plastik bir bağlayıcı ile karıştırılır ve daha sonra istenen şekle sıkıştırılır.Boşluklar daha sonra polikristal üretmek için yüksek sıcaklıklarda (1000 °C ile 1400 °C arasında) sinterlenir.termistörvücut.Düz yüzeylere gümüş macun pişirilerek diskler temas ettirilir.Uygulamaya bağlı olarak, termistörler, farklı muhafaza türlerinde kaplanmış veya ek olarak birleştirilmiş uçlar veya tırnaklı konektörlerle donatılmıştır.Sonundatermistörler elektriksel değerlerin yüksek stabilitesini sağlamak için özel bir yaşlandırma işlemine tabi tutulur.
Sıcaklık ölçümü için ana üretim süreci Kurşunlu NTC termistör aşağıdaki gibidir:
![]()
Gelen denetim
Tüm hammaddeler içeri alındıktan sonra fiziksel ve elektriksel özelliklerinin kabul edilebilir olduğunu doğrulamak için incelenir.Parti izlenebilirliği için benzersiz bir ID# atanır ve kullanılır.
Hammadde Karışımı
NTC termistör üretimi, hammaddelerin bir organik bağlayıcı solüsyona hassas şekilde karıştırılmasıyla başlar.Bu hammaddeler, manganez, nikel, kobalt ve bakır oksitler gibi toz haline getirilmiş geçiş metali oksitleridir.Diğer stabilize edici maddeler de karışıma eklenir.Oksitler ve bağlayıcılar, bilyeli öğütme adı verilen ıslak bir işlem tekniği kullanılarak birleştirilir.Bilyalı öğütme işlemi sırasında malzemeler karıştırılır ve oksit tozlarının partikül boyutu küçültülür.Tamamlanan homojen karışım, kalın bir bulamaç kıvamına sahiptir.Çeşitli metal oksitlerin ve stabilize edici ajanların tam bileşimi, fırınlanmış seramik bileşenin direnç-sıcaklık özelliklerini ve özdirencini belirler.
![]()
teyp döküm
"Bulamaç", bir doktor bıçağı tekniği kullanılarak hareketli bir plastik taşıyıcı levha üzerine dağıtılır.Tam malzeme kalınlığı, plastik taşıyıcı levhanın üzerindeki doktor bıçağının yüksekliği, taşıyıcı levha hızı ve bulamaç viskozitesinin ayarlanmasıyla kontrol edilir.Döküm malzeme, düz bir döküm bandı üzerinde yüksek sıcaklıklarda uzun tünelli bir fırında taşınırken kurutulur.Ortaya çıkan "yeşil" bant sünektir ve kolayca şekillendirilebilir.Bant daha sonra kalite kontrol ve analize tabi tutulur.Bu termistör bant, belirli bileşen spesifikasyonuna bağlı olarak 0.001" ile 0.100" arasında değişen çok çeşitli kalınlıklarda dökülür.
Gofret Oluşumu
Döküm bant artık gofret haline getirilmeye hazırdır.İnce malzeme gerektiğinde, bant basitçe küçük kareler halinde kesilir.Daha kalın gofretler için bant kareler halinde kesilir ve daha sonra birbiri üzerine istiflenir.Bu istiflenmiş gofretler daha sonra birlikte lamine edilir.Bu, neredeyse gerekli olan her kalınlıkta gofret üretmemizi sağlar.Gofretler daha sonra yüksek tekdüzelik ve kalite sağlamak için ek kalite testlerinden geçer.Ardından, gofretler bir bağlayıcı yanma döngüsüne tabi tutulur.Bu işlem, organik bağlayıcıların çoğunu gofretten uzaklaştırır.Termistör plakaları üzerindeki olumsuz fiziksel baskıları önlemek için bağlayıcının yanma döngüsü sırasında hassas zaman/sıcaklık kontrolleri korunur.
Sinter
Gofretler oksitleyici bir atmosferde çok yüksek sıcaklıklara ısıtılır.Bu yüksek sıcaklıklarda oksitler birbirleriyle reaksiyona girer ve bir spinel seramik matrisi oluşturarak birleşirler.Sinterleme işlemi sırasında malzeme önceden belirlenmiş bir dereceye kadar yoğunlaşır ve seramiğin tane sınırlarının büyümesine izin verilir.Gofretlerin kırılmasını önlemek ve üniform elektriksel özelliklere sahip bileşenler üretebilen bitmiş seramik üretimini sağlamak için sinter işlemi sırasında hassas bir sıcaklık profili korunur.Sinterlemeden sonra gofretler tekrar kalite kontrolüne tabi tutulur ve elektriksel ve fiziksel özellikleri belgelenir.
Elektrot
Seramik levhaya ohmik temas, kalın bir film elektrot malzemesi kullanılarak elde edilir.Malzeme, uygulamaya bağlı olarak tipik olarak gümüş, paladyum-gümüş, altın veya platindir.Elektrot malzemesi metal, cam ve çeşitli çözücülerin bir karışımından oluşur ve gofret veya yonganın karşılıklı iki yüzeyine serigrafi, püskürtme veya fırçalama yoluyla uygulanır.Elektrot malzemesi, kalın film bantlı bir fırın içinde seramik üzerine ateşlenir ve seramik ile elektrot arasında bir elektrik birliği ve mekanik bir bağ oluşur.Metalize levhalar daha sonra incelenir ve özellikleri belgelenir.Elektrot işlemi sırasındaki hassas kontroller, gofretlerden üretilen bileşenlerin olağanüstü uzun vadeli güvenilirliğe sahip olmasını sağlar.
![]()
Zar
Elektrotlu termistör levhaları, yüksek hızlı yarı iletken kesme testereleri kullanılarak küçük talaşlar halinde doğranır.Testereler elmas bıçaklar kullanır ve yüksek miktarlarda son derece düzgün kalıp üretebilir.Ortaya çıkan termistör çipleri, 0.010" kare ile 1.000" kare arasında küçük olabilir.Bir grup doğranmış termistör çipi boyunca çip boyutundaki fark neredeyse ölçülemez.Tipik bir termistör gofreti binlerce termistör çipi verebilir.Küp doğramadan sonra talaşlar temizlenir ve boyutsal ve elektriksel özellikler açısından incelenir.Elektrik muayenesi, nominal direnç değerinin, direnç-sıcaklık özelliklerinin, üretim veriminin ve belirli bir uygulama için parti kabul edilebilirliğinin belirlenmesini içerir.Direnç ve direnç-sıcaklık özellikleri, 0.001° Santigrat kadar hassas bir şekilde kontrol edilen hassas sıcaklık banyoları kullanılarak ölçülür.AMPFORT'un tüm test ekipmanları düzenli olarak kalibre edilir ve NIST'e göre izlenebilir. Ayrıca, Littelfuse birincil sıcaklık ve direnç standartlarını korur.
Direnç Testi
Tüm termistörler, genellikle 25°C olan uygun direnç değeri için test edilir.Çipler normalde otomatik olarak test edilir, ancak üretilen miktara ve spesifikasyona bağlı olarak manuel olarak da test edilebilir.Otomatik çip işleyiciler, direnç değerlerine bağlı olarak çipleri çeşitli kutulara yerleştirmek için operatör tarafından programlanan direnç test ekipmanı ve bilgisayarlarla arayüzlenmiştir.Her bir otomatik talaş işleyici, olağanüstü doğrulukla saatte 9.000 parçaya kadar test etme kapasitesine sahiptir.Talaş ayırıcılara ek olarak, Littelfuse, bitmiş termistörleri on bir kutuya kadar ayırabilen birkaç otomatik kurşunlu bileşen işleyiciye sahiptir.Otomatik ayıklayıcılar, ürün kalitesinin artmasının yanı sıra daha kısa teslim süresi ve daha düşük maliyetlerle sonuçlanır.
Kurşun Tel Ataşmanı
Bazı durumlarda termistörler çip şeklinde satılır ve kurşun teller gerektirmez, ancak çoğu durumda kurşun teller gereklidir.Termistör çipleri, bir diyot tarzı pakette lehimleme veya basınç teması ile kurşun tellere bağlanır.Lehimleme işleminde, termistör çipleri, lehimleme işlemi sırasında çipi tutmak için tellerin yay gerilimine dayanan kurşun çerçevelere yüklenir.Montaj daha sonra erimiş bir lehim potasına daldırılır ve çıkarılır.Termistörün aşırı termal şoka maruz kalmasını önlemek için daldırma hızları ve bekleme süreleri hassas bir şekilde kontrol edilir.Termistör çipine zarar vermeden lehimleme performansını artırmak için özel eritici maddeler de kullanılır.Lehim, çip elektroduna ve kurşun tele yapışır ve böylece telin çipe güçlü bir şekilde bağlanmasını sağlar.Diyot stili "DO-35" paketlenmiş termistörler için, termistör çipi eksenel biçimde iki kurşun tel arasında tutulur.Düzeneğin etrafına bir cam manşon yerleştirilir ve düzenek, cam manşonun termistör çipi etrafında eridiği ve kurşun tellere yapıştığı yüksek bir sıcaklığa ısıtılır.Diyot yapımında olduğu gibi, camın düzeneğe uyguladığı basınç, kurşun teller ve termistör çipi arasında gerekli teması sağlar.
Termistörlerde kullanılan kurşun teller tipik olarak bakır, nikel veya bir alaşımdır ve genellikle kalay veya lehim kaplıdır.Düşük termal iletken alaşımlı kurşun tel malzemesi, termistörün kurşun telden termal olarak izole edilmesini gerektiren bazı uygulamalarda kullanılabilir.Çoğu uygulamada bu, termistörün sıcaklıktaki değişikliklere daha hızlı yanıt vermesini sağlar.Taktıktan sonra, kurşun tel ile çip arasındaki bağ incelenir.Güçlü bir lehim arayüzü, tamamlanmış termistörün uzun vadeli güvenilirliğini garanti etmeye yardımcı olur.
kapsülleme
Termistörü çalışma ortamından, nemden, kimyasal saldırıdan ve temas korozyonundan korumak için kurşunlu termistör genellikle koruyucu bir koruyucu kaplama ile kaplanır.Kapsülleyici tipik olarak yüksek termal iletkenliğe sahip bir epoksi reçinedir.Diğer kapsülleyiciler arasında silikon, seramik çimento, cila, üretan ve daralan makaron bulunur.Kapsülleyici ayrıca cihazın iyi mekanik bütünlüğünü sağlamaya yardımcı olur.Bir kapsülleme malzemesi seçerken termistörün termal yanıtı dikkate alınır.Hızlı termal tepkinin gerekli olduğu uygulamalarda, yüksek termal iletkenliğe sahip ince bir enkapsülatan tabakası kullanılır.Çevre korumanın daha önemli olduğu durumlarda, başka bir kapsülleyici seçilebilir.Epoksi, silikon, seramik çimento, cila ve üretan gibi kapsülleyiciler normalde bir daldırma işlemi kullanılarak uygulanır ve malzemenin ya oda sıcaklığında kürlenmesine izin verilir ya da yüksek sıcaklıkta bir fırına yerleştirilir.İğne deliklerinin veya diğer deformasyonların oluşmamasını sağlamak için süreç boyunca hassas zaman, sıcaklık ve viskozite kontrolleri kullanılır.
Sonlandırma
Termistörler genellikle kurşun tellerinin uçlarına bağlı terminallerle birlikte verilir.Terminaller uygulanmadan önce, belirtilen terminali yerleştirmek için kurşun teller üzerindeki yalıtım uygun şekilde soyulur.Bu terminaller, özel aletli uygulama makineleri kullanılarak kurşun tellere bağlanır.Ardından terminaller, müşteriye gönderilmeden önce plastik veya metal muhafazalara yerleştirilebilir.
Prob Montajı
Çevre koruma veya mekanik amaçlar için, termistörler genellikle prob muhafazalarına yerleştirilir.Bu muhafaza epoksi, vinil, paslanmaz çelik, alüminyum, pirinç ve plastik gibi malzemelerden yapılabilir.Gövde, termistör elemanı için uygun bir mekanik montaj sağlamanın yanı sıra, onu maruz kalacağı ortamdan da korur.Doğru kurşun tel, kurşun tel yalıtım malzemesi ve çömlek malzemesi seçimi, termistör ile dış ortam arasında tatmin edici bir yalıtım ile sonuçlanacaktır.
İşaretleme
Tamamlanan termistör, kolay tanımlama için işaretlenebilir.Bu, renkli bir nokta kadar basit veya tarih kodu ve parça numarası gibi daha karmaşık olabilir.Belirli uygulamalarda, belirli bir rengi elde etmek için bir termistör gövdesi üzerindeki kaplama malzemesine boya eklenmiş olabilir.Tipik olarak bir termistör gövdesine bir daldırma işlemi kullanılarak bir renkli nokta eklenir.Alfanümerik karakter gerektiren markalama, markalama makinesi ile yapılır.Bu makine, parçayı kalıcı bir mürekkeple basitçe işaretler.Mürekkep yüksek bir sıcaklıkta kürlenir.
Son denetim
Tamamlanan tüm siparişler, "Sıfır Hata bazında" fiziksel ve elektriksel kusurlara karşı denetlenir.Tüm parametreler, ürünün sevkiyatından önce denetlenir ve belgelenir.
Paketle ve Gönder
Tüm termistörler ve tertibatlar özenle paketlenir ve asgari olarak aşağıdaki bilgileri içeren bir barkod etiketi ile etiketlenir:
Parça numarası
Müşterinin parça numarası
Müşterinin satın alma sipariş numarası
Sevkiyat tarihi
Miktar